
冷轧压下规程设计笔记
内容提要
本文讨论了冷轧行业中的压下规程设计,强调压下量和热处理的重要性。设计需考虑原料特性、轧机能力及用户要求。加工硬化现象影响材料性能,需合理分配道次压下率以确保产品质量。新技术如不对称轧制可减少轧制压力,提高效率。
关键要点
-
冷轧行业中,压下规程与退火制度是工艺设计的关键部分。
-
压下规程设计需考虑轧机性能、带钢特性、用户要求等约束条件。
-
加工硬化现象会影响材料性能,需合理分配道次压下率以确保产品质量。
-
新技术如不对称轧制可减少轧制压力,提高轧制效率。
-
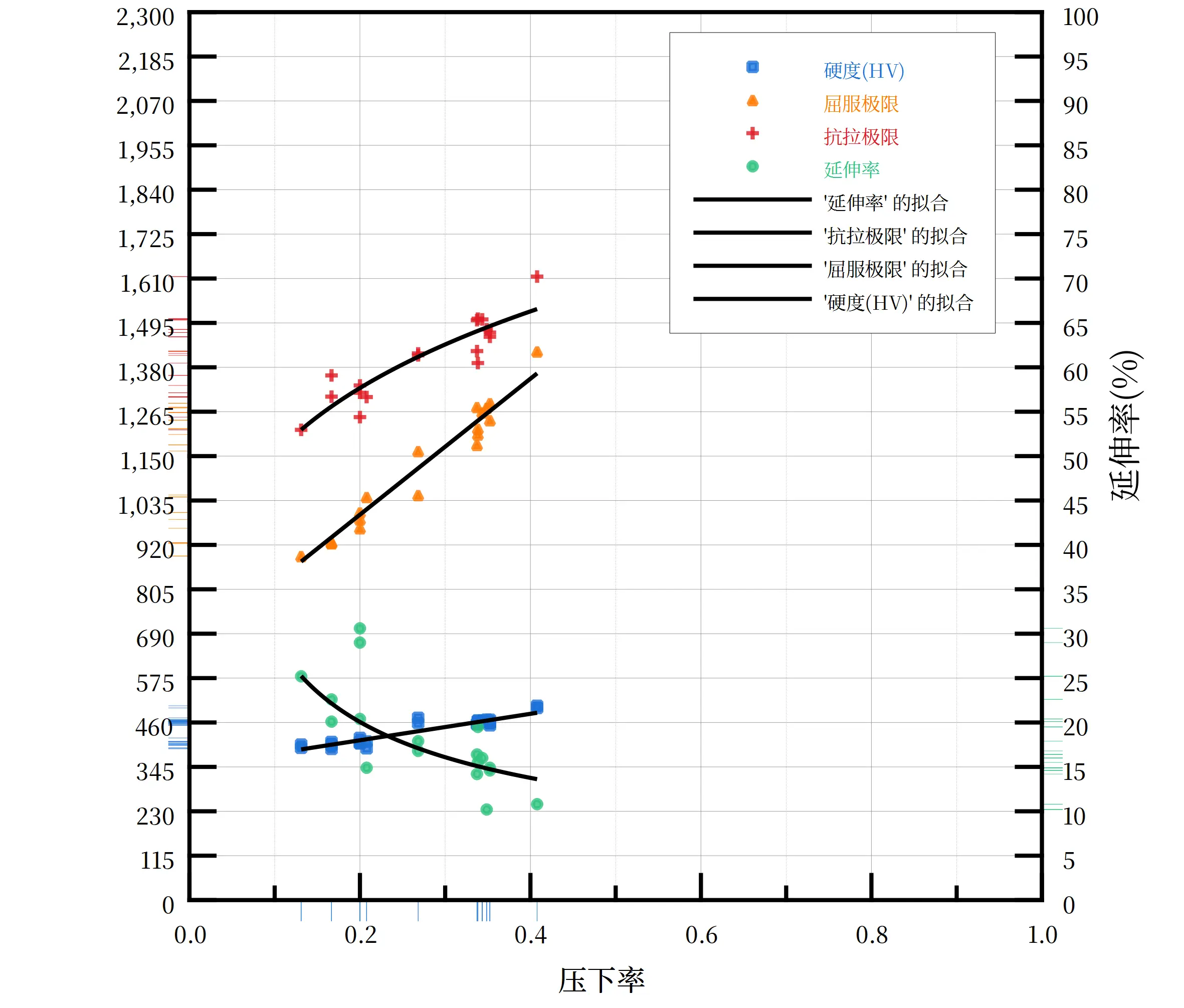
总压下率对带钢成品的机械性能有重要影响,需与退火制度密切配合。
-
道次压下率的分配应考虑材料特性,第一道次可采用较大压下率以消除厚度不均匀性。
延伸解读
压下规程设计的重要性
在冷轧过程中,压下规程设计是确保产品质量的关键。合理的压下量和道次分配不仅影响成品的机械性能,还能有效减少中间退火次数,从而提高生产效率。设计时需综合考虑原料特性和轧机能力,以达到最佳的轧制效果。
加工硬化现象的影响
加工硬化是冷轧过程中不可忽视的现象,随着变形程度的增加,材料的强度和硬度会提升,但塑性会下降。设计压下规程时,需关注材料的加工硬化曲线,以避免在轧制过程中出现断裂或破裂的风险。
新技术的应用前景
新技术如不对称轧制和异步轧制在冷轧行业中展现出良好的应用前景。这些技术能够有效降低轧制压力,减少加工硬化现象,从而提高生产效率和产品质量。行业内应关注这些技术的发展,以便及时应用于实际生产中。
延伸问答
冷轧压下规程设计的关键部分是什么?
冷轧压下规程设计的关键部分是压下规程与退火制度。
在冷轧过程中,加工硬化现象如何影响材料性能?
加工硬化会导致材料强度和硬度增加,但伸长率会下降,过度变形会导致材料破裂。
如何合理分配道次压下率以确保产品质量?
道次压下率的分配应考虑材料特性,第一道次可采用较大压下率以消除厚度不均匀性。
新技术如不对称轧制对冷轧过程有什么好处?
不对称轧制可以减少轧制压力,提高轧制效率。
总压下率对带钢成品的机械性能有何影响?
总压下率对带钢成品的机械性能有重要影响,需与退火制度密切配合。
在冷轧设计中,如何选择原料?
原料选择需考虑带钢的机械性能特征和用户的特殊要求。
